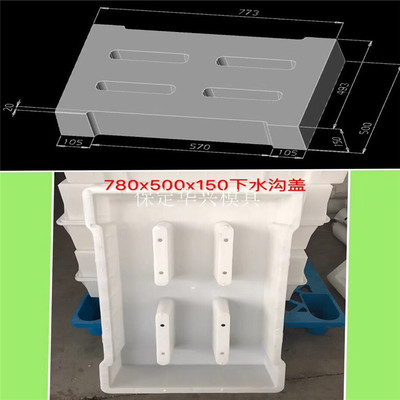
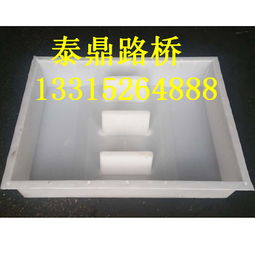
槽溝蓋板是市政工程、道路建設及園林設施中不可或缺的構件,其質量直接關系到排水效率、行人車輛安全及整體美觀。而蓋板的質量又很大程度上取決于其模具的制造水平。采用塑料(通常為工程塑料如PP、ABS或復合材料)制作蓋板模具,具有重量輕、耐腐蝕、易脫模、成本相對較低等優點。為確保最終生產的蓋板產品尺寸精確、強度達標、表面光潔,模具制作必須遵循一系列嚴格的技術要求。
一、 設計階段的核心要求
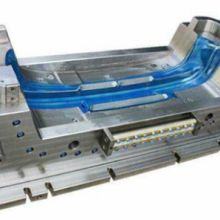
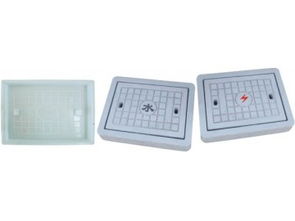
- 結構設計科學:模具結構需充分考慮蓋板的幾何形狀、加強筋布局、排水孔位及可能的標識圖案。設計必須保證足夠的剛性和穩定性,以承受注塑過程中的高壓和熱應力,防止變形。分型面的選擇應盡可能簡單,位于蓋板非關鍵外觀面,并確保順利脫模,減少飛邊。
- 尺寸精度極高:模具型腔的尺寸必須進行精確的收縮率補償。不同塑料原料的成型收縮率不同(通常PP約為1.5-2.5%,ABS約為0.4-0.7%),設計時需根據選定材料的數據進行精準計算和放樣,確保成品蓋板尺寸完全符合國標(如GB/T 23858-2009)或客戶圖紙要求。
- 脫模斜度合理:為避免產品脫模時拉傷或卡死,型芯和型腔側壁必須設置適當的脫模斜度(通常為1°-3°)。對于有深肋或復雜結構的部位,斜度需酌情加大。
- 流道與澆口優化:流道系統(冷流道或熱流道)設計應保證塑料熔體能均勻、平穩、快速地充滿整個型腔,避免出現熔接痕、氣穴或填充不足。澆口位置的選擇應利于填充和保壓,并盡量設置在蓋板非承重或隱蔽部位,便于后期處理。
- 冷卻系統高效:冷卻水路布局必須均勻、充分,以縮短注塑周期,減少產品內應力,防止翹曲變形。對于蓋板這類面積大、厚度相對均勻的產品,多采用并聯水路,確保模溫均衡。
二、 材料與加工工藝要求
- 模具材料選擇:雖然模具體本身為塑料,但用于注塑生產的模具(母模)其型芯、型腔等關鍵部件通常采用優質模具鋼(如P20、718、S136等)制造,以保證耐用性、精度和表面光潔度。這里討論的“塑料蓋板模具”可能指兩種:一是用于生產塑料蓋板的鋼制模具;二是用于小批量試制或特定工藝(如樹脂澆筑)的塑料原型模具。后者常用高強度工程塑料或環氧樹脂制作,但其強度和壽命遠低于鋼模。
- 加工精度與光潔度:型腔表面的加工精度應達到IT7-IT8級,關鍵配合部位精度要求更高。表面光潔度直接影響蓋板的外觀,通常型腔表面需進行精拋光(甚至鏡面拋光),確保蓋板表面光滑、無瑕疵,紋路清晰。
- 排氣系統完善:在分型面、鑲塊接縫及填充末端應開設適量的排氣槽,深度通常為0.02-0.04mm,寬度適當。良好的排氣能防止產品燒焦、填充不滿等缺陷。
三、 試模與驗收要求
- 試模驗證:模具完成后必須進行試模。通過試模檢驗蓋板的尺寸、重量、外觀(如顏色、光澤、熔接痕)、結構強度(可通過承重試驗)及裝配性能。記錄并優化注塑工藝參數(如溫度、壓力、速度、時間)。
- 耐久性評估:模具應具備足夠的壽命,對于鋼制模具,要求能承受數十萬次甚至上百萬次的注塑循環而精度不顯著下降。塑料原型模具則需明確其適用的生產批次數量。
- 文件齊全:完整的模具應包括設計圖紙、材料證明、加工工藝記錄、試模報告及使用維護說明書。
槽溝蓋板塑料模具的制作是一個集精密機械設計、材料科學、注塑工藝于一體的系統工程。從設計源頭把控精度與合理性,在加工中追求極致的光潔與準確,并通過嚴格的試模驗證來確保模具的可用性與可靠性,是生產出優質槽溝蓋板產品的根本保障。采用塑料模具(特別是鋼制注塑模具)進行大規模生產,是實現蓋板產品標準化、高效化、經濟化的關鍵環節。